
تحلیل تاثیر دما و حرارت بر روی آهنرباهای نیودیمویم به صورت تخصصی
آهنرباهای نیودیمویم قوی ترین آهنرباهای موجود هستند. تا محدوده ی دمای 150 درجه سانتی گراد، نسبت به نوع دیگر آهنرباهای عناصر خاکی یعنی ساماریوم کبات، آنها قویترین آهنربای ممکن هستند. در محدوده ی دمای 150 درجه سانتی گراد و بالاتر از آن، آهنربای ساماریوم کبالت عملکرد قوی تر و بهتری دارد. بیشترین دمای قابل پیشنهاد برای گرید خاصی از آهنربای نیودیمیوم 230 درجه سانتی گراد است در حالی که آهنرباهای ساماریوم کبالت می توانند در محدوده ی 300 الی 350 درجه سانتی گراد کار کند.
آهنربای نیودیمیوم را می توان در دماهای پایین تا حدود 135 درجه کلوین (138- درجه سانتی گراد) سرد کرد به طوری که عملکرد مطلوب داشته باشد. در دماهای پایین تر در واقع راستای مغناطش آهنربا، از یک محور ساده به یک مخروط تبدیل می شود که باعث کاهش بازده تا 15 درصد می شود. در واقع می توان آهنربای نیودیمیوم را سردتر نیز کرد ولی باید به خروجی آن و تغییرات نهایی باید توجه کرد.
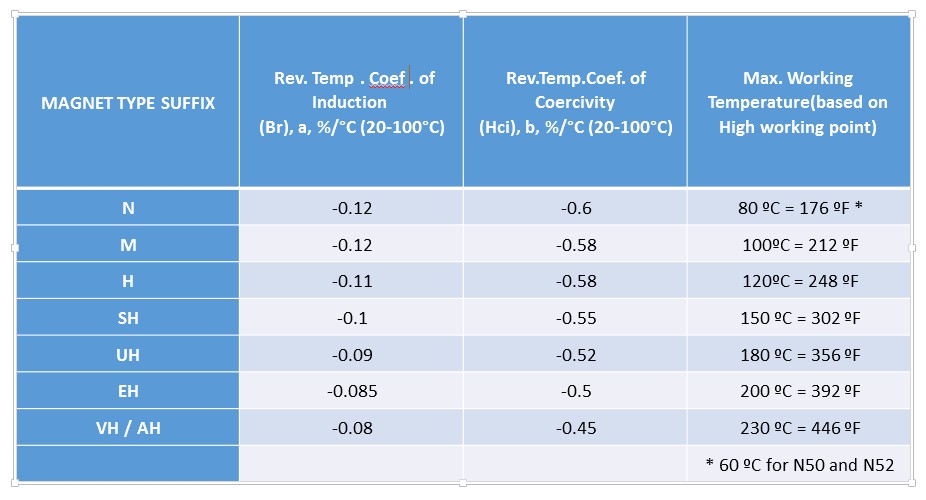
ضریب دمایی بازدارندگی ذاتی یعنی b (که مقدار Hci با دما تغییر می کند)، برای آهنربای نیودیمیوم حدود -0.6% به ازای هر درجه سانتی گراد بین دمای 20 تا 120 درجه سانتی گراد است. (این مقدار می تواند بین (-0.45% به ازای هر درجه سانتی گراد تا -0.6% به ازای هر درجه سانتی گرادبا توجه به دمای محیط باشد.)
ضریب تغییرات دمایی برای پسماند القایی a (که Br با دما تغییر می کند) برای آهنربای نیودیمیوم -0.12% به ازای هر درجه سانتی گراد است. این مقدار می تواند بین -0.8% به ازای هر درجه سانتی گراد تا -0.12% به ازای هر درجه سانتی گراد با توجه به دمای محیط باشد.)
باید به این نکته باید توجه داشت که این اعداد و ارقام در حقیقت با تغییر دما، تغییر می کنند و تنها برای محدوده ی دمایی بین 20 تا 120 درجه سانتی گراد قابل استناد هستند. اما ممکن است خطایی رخ دهد که تنها با استفاده از نمودار دقیق BH می توان پیش بینی صحیحی انجام داد.
خواص دمایی برای گریدهای مختلف نیودیمیوم
3 تاثیر مختلف با توجه به دماهای بالا می تواند اتفاق بیفتد:
• یک تغییر بازگشت پذیر: زمانی اتفاق می افتد که تغیرات ایجاد شده(در اثر افزایش دما) ، پس از کاهش دمای آهنربا به حالت اولیه، به حالت اولیه خود بازگردد. (ضریب تغییرات دمایی این مسیله را بازگو میکند؛ برای مثال با داشتن a و افزایش دما محیط نسبت به حالت اولیه تا 20 درجه سانتی گراد باعث می شود نتیجه ی عملکرد آهنربا دچار اختلافی معادل 20*0.12=2.4% شود که پس از کاهش دما به حالت اولیه این تغییر جزعی نیز حذف می شود.)
• تغییرات بازگشت ناپذیر ولی جبران پذیر: زمانی اتفاق می افتد که آهنربا دچار تغییراتی با توجه به افزایش دما شود و پس از سرد شدن نواند این تغییرات را حذف کند. (زمانی که دمای بالا نقطه ی کارکرد ذاتی آهنربا را بالاتر از نقطه ی زانویی منحنی آهنربا ببرد، حالت دی مغناطیده شدن رخ می دهد.) اما این حالت با مغناطیده کردن دوباره ی آهنربا قابل بازیابی است. برای همه مقاصد کاربردی آهنرباها، این تغییرات قابل بازیابی نیست چون قابلیت مغناطیده کردن دوباره عموماً وجود ندارد.
• تغییرات بازگشت ناپذیر و جبران ناپذیر: این تغییرات در اثر افزایش دمای بسیار بالا اتفاق می افتد و به علت تغیر در ساختار آهنربا قابل بازیابی و جبران نیست. این اتفاق به خاطر عبور از حد مجاز دمایی آهنربا اتفاق می افتد. این تغییرات با دوباره مغناطیده کردن نیز قابل جبران نیست و آهنربا خاصیت خود را به هیچ وجه باز نمی یابد.
اگر تغییری بازگشت ناپذیر و جبران پذیر اتفاق بیفتد، گفته می شود که آهنربا به صورت حرارتی تثبیت شده است. اگر آهنربای نیودیمیوم خنک شده مجدد گرم شود، تغییرات بازگشت ناپذیر بیشتری رخ نمی دهد؛ بلکه تنها تغییراتی موقت با توجه به ضایعات بازگشت پذیر ایجاد می شود. (معادله ای بر حسب ضرایب دمایی)
در زمان تثبیت حرارتی، رفتار آهنربای نیودیمیوم بهتر قابل پیش بینی است تا زمانی که تغییرات بازگشت ناپذیر و جبران ناپذیری رخ دهد.در بعضی از کاربردها نیاز است که آهنربا در شرایط تثبیت حرارتی قرار بگیرد که برای این منظور دمای آهنربا را چند درجه سانتی گراد بالاتر از دمای بحرانی آهنربا می برند. همچنین می توان از یک پالس دی مغناطیده کردن نیز استفاده کرد. (این چرخه و تکرار باید در محدوده ای فراتر از نقطه ی زانویی انجام شود، اما باید به ان نکته توجه داشت که چه مقدار باید دی مغناطیده کردن روی آهنربا انجام شود؛ اما نمی توان از منحنیB-H استفاده کرد و این باعث می شود همواره مقداری عدم دقت حضور داشته باشد.)
همچنین بسیار تاکید می شود آهنربا دچار شوک حرارتی نگردد چئن باعث شکستی آن می شود.
گریدهای مختلف چه رفتاری در مقابل حرارت از خود نشان می دهند؟
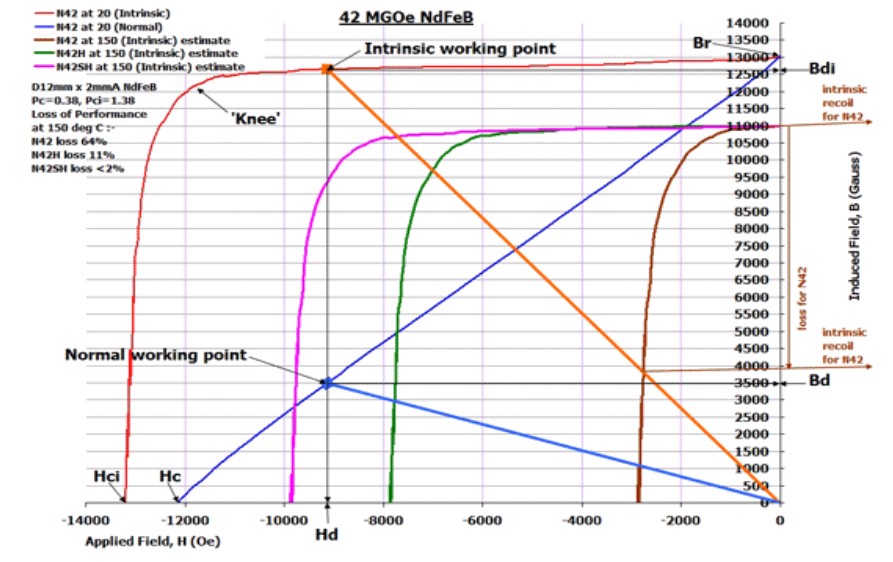
به راحتی یک آهنربای نیودیمیوم را می توان با در معرض یک میدان مخالف قرار دادن، دی مغناطیده کرد. میزان دی مغناطیده شدن یک آهنربا، معادله ای تابع مدار مغناطیسی آهنربا، دما (از این رو نمودار B-H مورد استفاده قرار می گیرد) و مقدار بزرگی میدان مغناطیسی القایی در جهت مخالف است. اگر نقطه ی عملکرد ذاتی مشخص باشد، خط متصل شده از B=0 و H=0 به آن نقطه، خط بار ذاتی نامیده می شود.
اگر بزرگی میدان مغناطیس القایی را Ha بنامیم، خط بار ذاتی از نقطه ی شروع H=0 و H=Ha آغاز می شود. شیب این خط در هر دو حالت یک مقدار است اما نقطه ی کاری در منحنی ذاتی جابجا شده است. اگر یک نقطه ی کاری جدید در محدوده ی منحنی ذاتی و نقطه ی زانویی وارد نشود، دی مغناطیده شدن آهنربا مینیمم است و به صورت دقیق قابل اندازه گیری نیست. زمانی که میدان دی مغناطیده کننده خارجی حذف شود، نقطه ی کاری ذاتی به حالت اولیه اما با نقاط H=0 و B=Br و با همان چرخه تغییر می کند.
و اما اگر یک نقطه ی کاری ذاتی جدید وارد ناحیه ی منحنی زانویی شود، حالت برگشت منحنی مانند نمودار اولیه BH نیست و یک منحنی جدید با مقدار Br کمتر (به علت تاثیرات دی مغناطیده شدن) ایجاد می شود. اعمال یک میدان خارجی دیگری بر خلاف جهت راستای مغناطیسی آهنربا، تاثیرات دی مغناطیده کردن بیشتری ندارد. (تنها زمانی که Ha بزرگتری اعمال شود، دی مغناطیده شدن بیشتر می شود.)
اگر مقدار Ha با مقدار Hc (نیروی وادارندگی مغناطیسی) برابر باشد، آهنربا در حضور میدان خارجی هیچ گونه خاصیت مغناطیسی نخواهد داشت، اما پس از اینکه میدان خارجی حذف شود، تغییر بسیار محسوس و زیادی در خاصیت مغناطیسی آهنربا رخ داده است. اما اگر میدان خارجی Ha برابر با مقدار Hci (نیروی وادارندگی مغناطیسی ذاتی) باشد، پس از حذف میدان مغناطیسی، آهنربا به طور کلی دی مغناطیده شده است و هیچ گونه خاصیت مغناطیسی از خود نخواهد داشت.
برای به حداقل رساندن تاثیرات میدان خارجی، آهنرباهایی با مقدار Hci بیشتری معمولاً مورد استفاده قرار می گیرد، و طراحی به گونه ای تقویت می شود که منحنی خط بازر ذاتی بهتری داشته باشیم. (همچنین تحت عنوان Pci بالاتر یا ضریب ذاتی نفوذپذیری که Pci=Pc+1 که در آن Pc ضریب نفوذپذیری بر مبنای منحنی نرمال آهنربا تعریف می شود.)
چگونه یک آهنربا با اعمال میدان خارجی دی مغناطیده می شود؟
تاثییرات یک میدان خارجی و یا حرارت در دی مغناطیده کردن آهنربا، برای آهنربای نیودیمیوم در صورت استفاده از واحدهای سنجش cgs (گاوس-تسلا-مگااورستد) کار آسانی است. زمانی که یک منحنی BH جدید برای دی مغناطیده شدن آهنربا محاسبه شده باشد، بر هر نقطه روی منحنی ذاتی می توان با حذف مقدار H به اورستد از مقدار B به گاوس، مقدار B برای منحنی نرمال با همان H را بدست آورد.
با استفاده از این روش منحنی BH نرمال برای آهنربای نیودیمیوم در دمایی دیگر با تخمین زده می شود (اگرچه قابل تعمیم به هر نوع مگنت دیگری نیز می باشد). برای مثال اگر بخواهید نمودار را در دمای 120 درجه سانتیگراد رسم کنید، باید این دما را از دمای اتاق 20 درجه کسر کنید. (120-100=20)
این مقدار را در ضریب دما برای یافتن تغییر رد مقادیر Br و Hci ضرب می کنیم. بنابراین به ترتیب 100*-0.12= -12% و 100*-0.6=-60% کم می شوند. بنابراین مقادری بدست آمده نقاط شروع و پایانی منحنی خواهند شد. با رسم مجدد نمودار با این نقاط جدید، منحنی BH در این دما محاسبه می شود. سپس با تبدیل هر نقطه روی این منحنی از حالت ذاتی به نرمال، منحنی نرمال جدیدی از آهرنبا در این دما بدست می آید. این منحنی خصوصیات آهنربا را در دمای 120 نشان می دهد. این نکته وجود دارد که این منحنی یک منحنی تخمینی است و کاملا دقیق نمی باشد.

نوشته های مرتبط


Submit a Review





